経年劣化により減耗した亜鉛めっき鋼材は、一般的に延命化対策として防錆塗装を行いますが、著しく劣化が進行し、亜鉛めっきが消失した場合は、鋼材の取替が必要となります。
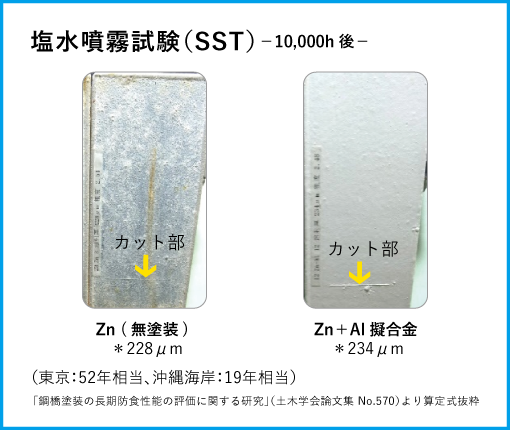
一方で「Arts工法」は、施工に時間を要し、かつコストのかかる鋼材取替を回避するだけでなく、溶融亜鉛めっきと同等以上の防錆力を持つ亜鉛・アルミ擬合金溶射皮膜を形成する工法により、新設と同等以上に防錆力を再生させることが可能です。
これにより、鋼構造物の長寿命化を実現し、ライフサイクルコストを低減します。
![]()
![]()
防錆力再生技術/Arts工法とは
経年劣化により減耗した亜鉛めっき鋼材は、一般的に延命化対策として防錆塗装を行いますが、著しく劣化が進行し、亜鉛めっきが消失した場合は、鋼材の取替が必要となります。
一方で「Arts工法」は、施工に時間を要し、かつコストのかかる鋼材取替を回避するだけでなく、溶融亜鉛めっきと同等以上の防錆力を持つ亜鉛・アルミ擬合金溶射皮膜を形成する工法により、新設と同等以上に防錆力を再生させることが可能です。
これにより、鋼構造物の長寿命化を実現し、ライフサイクルコストを低減します。
※Arts工法は、東京電設サービス株式会社の登録商標です。
お問い合わせ
本サービスにおけるご相談やご不明な点がございましたら、以下のフォームよりお問い合わせください。
資料ダウンロード
本サービスにおける詳しい資料をご希望の方は、以下のフォームよりダウンロードいただけます。
1
新設と同等レベルに防錆力を再生させるだけでなく、仕上げ塗装の効果で耐候性も大幅に向上!
改修周期を30年程度延伸できます。
2
建替工事や大規模な鋼材取替工事と比較して、大幅なコスト低減が可能です。
3
事前の部材寸法調査や取替時の強度検討が不要で、改修が必要となった鋼材を速やかに施工できます。
4
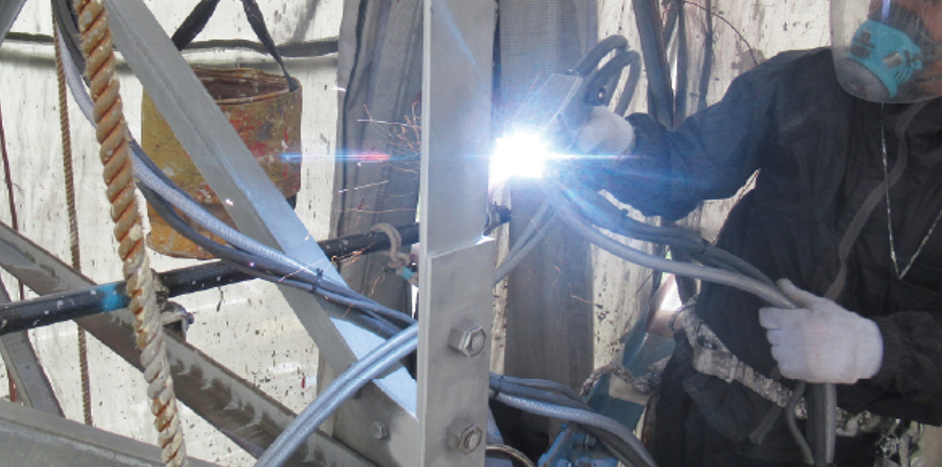
従来の部材取替工事とは一線を画した工法で、部材の取り外しが不要なため、安全に施工できます。
1
2
(溶射皮膜温度が40℃~70℃の低温)
3
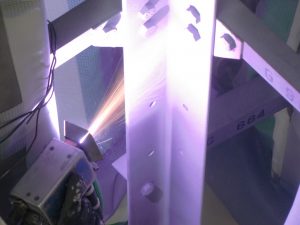
Arts(Antirust thermal spray )工法とは、鋼構造物のメンテナンス方法のひとつで、溶かした金属を吹き付ける防錆溶射の工法です。
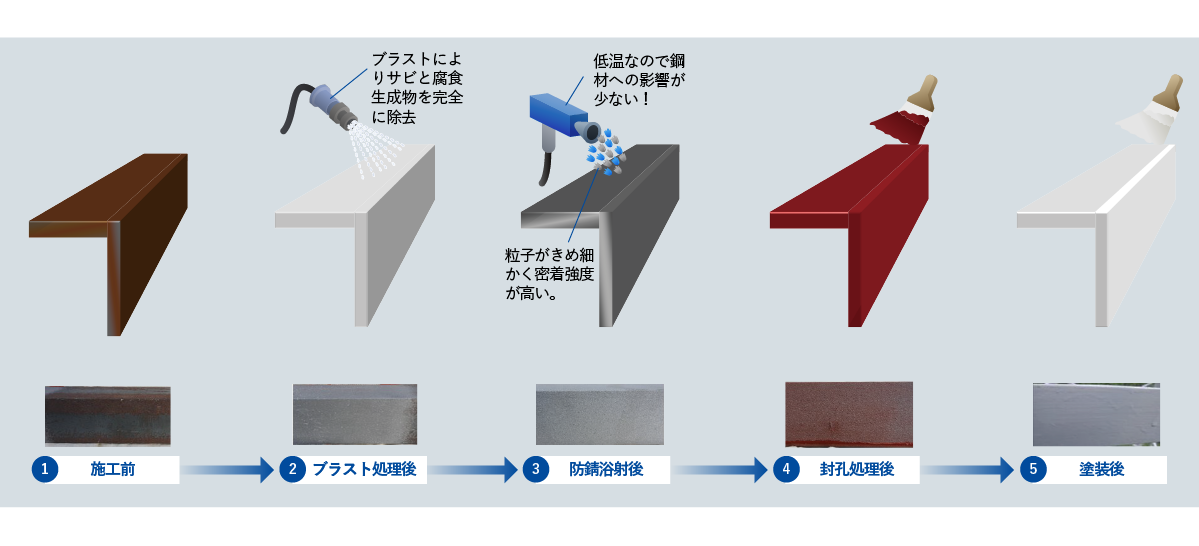
STEP.1
ブラスト材(研削材)を高速で吹き付け、錆や腐食生成物などを完全に除去し、表面粗さを形成する
STEP.2
アーク溶射機で溶かした金属 ( 亜鉛・アルミ )を吹き付け、防錆力を再生
STEP.3
溶射皮膜を守り、表面の微小な隙間を埋めるための処理を施す
STEP.4
さらに、防錆と耐候性を高めるための塗装を施す
STEP.1

STEP.2

STEP.3

STEP.4


送電用鉄塔、通信用鉄塔、受電所鉄鋼、煙突、橋梁など、幅広い分野のすべての鋼構造物に適用が可能です。
| 名称 | 寸法(W×D×Hmm) | 重量(kg) |
|---|---|---|
| 名称 |
|---|
| 寸法(W×D×Hmm) |
| 重量(kg) |
お問い合わせ
本サービスにおけるご相談やご不明な点がございましたら、以下のフォームよりお問い合わせください。
資料ダウンロード
本サービスにおける詳しい資料をご希望の方は、以下のフォームよりダウンロードいただけます。